





Quick Links
Products
contacts
Copyright © 2025 Jining Xunda Pipeline Anti-corrosion Materials Co., Ltd. All Rights Reserved. Powered by Easybiz

Applying pipeline coating tape by hand can work on small repair sections, but it becomes difficult to keep overlap, tension, angle, and surface contact consistent across long runs or repeated field joints. That is where a pipe wrapping machine becomes valuable. For contractors, distributors, and maintenance teams, the real question is not simply whether a machine can rotate a roll of tape. The question is whether the pipe wrapping machine can help the crew produce a cleaner, more repeatable coating layer with fewer wrinkles, fewer gaps, and better inspection control.
This guide explains how to choose and use a pipe wrapping machine for pipeline anti-corrosion tape, waterproof sealing tape, and related coating systems. It is written for practical decision-making: what the equipment should control, how crews should prepare the pipe, what mistakes to avoid, and how to check the finished wrap before the line is buried, insulated, or returned to service. A pipe wrapping machine should be evaluated as part of the coating workflow, not as a separate accessory.
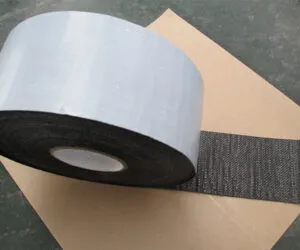
A pipe wrapping machine is designed to apply tape around a pipe in a controlled spiral. Depending on the model, the equipment may support hand-held work, semi-automatic wrapping, or larger horizontal winding operations. The basic purpose is always the same: guide the tape around the pipe with controlled overlap, stable tension, and steady contact pressure.
In pipeline anti-corrosion work, coating tape must cover the pipe surface without open gaps, trapped contamination, severe wrinkles, or loose edges. A pipe wrapping machine helps by reducing variation between operators. Instead of relying only on hand force and visual judgment, the crew can use mechanical guidance to keep the tape path more predictable.
The machine does not replace correct coating design. It also does not make poor surface preparation acceptable. A pipe wrapping machine is most effective when the pipe has already been cleaned, primed where required, and inspected for surface defects. In that setting, the machine becomes a quality tool rather than just a speed tool.
Pipeline coating failures often begin at small weak points. A loose lap edge, a narrow overlap, a wrinkle over dust, or a stretched tape section can create a path for moisture and corrosive media. Since buried and insulated pipelines are difficult to inspect after installation, field quality needs to be built into the wrapping process from the start.
A pipe wrapping machine supports consistency in three important ways. First, it can help keep the overlap width steady. Second, it can help maintain more even tape tension. Third, it can improve repeatability when several workers or shifts are involved. These benefits are especially important on long pipeline sections, large-diameter pipes, and projects where several rolls of tape must be applied under similar conditions.
Consistent wrapping also supports inspection. If the machine creates a uniform pattern, inspectors can identify unusual areas more easily. When overlap and angle vary constantly, it is harder to judge whether a defect is isolated or part of a broader application problem. A pipe wrapping machine can therefore make both application and quality review more organized.
Authoritative corrosion organizations such as AMPP emphasize the importance of corrosion control practices across assets and service environments. Equipment selection is only one part of that broader discipline, but it directly affects how reliably a coating system is installed in the field.
There is no single pipe wrapping machine that fits every project. A hand-held unit may be suitable for smaller pipe diameters, field joints, repair areas, and sites where mobility matters. Larger winding equipment is better suited for long runs, workshop preparation, larger pipe diameters, or projects where speed and repeatability carry more weight.
A hand-held pipe wrapping machine gives crews flexibility. It can be moved around pipe supports, local repair sections, bends, and tighter working spaces. It is also easier to transport between jobsites. The tradeoff is that operator skill still matters greatly. The worker must maintain alignment, speed, and pressure while watching the overlap.
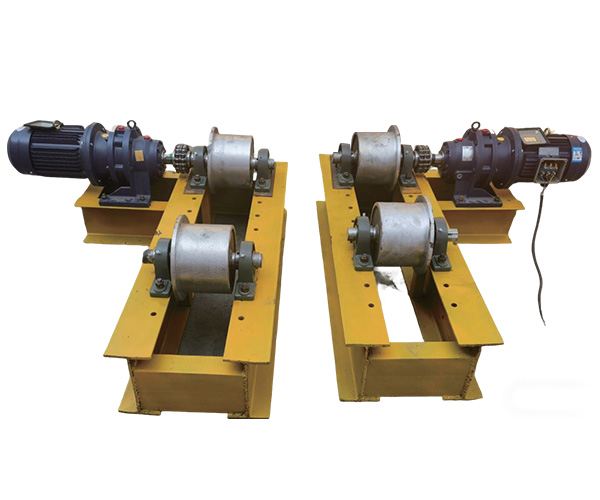
A larger pipe wrapping machine can improve process control when the pipe can be positioned on a rotating platform or support system. This setup may allow a more stable wrap angle and better control of tape feeding. It is useful when the project involves repeated sections and the crew needs a clean, uniform spiral over a longer distance.
| Equipment type | Best use case | Main advantage | Key caution |
|---|---|---|---|
| Hand-held pipe wrapping machine | Field joints, repairs, shorter sections | Portable and flexible | Operator technique still controls quality |
| Large winding machine | Longer pipe sections, repeated work, workshop wrapping | More stable overlap and rhythm | Requires space, setup, and pipe handling |
| Manual hand wrapping | Very small repairs or access-limited details | Minimal equipment | Higher risk of uneven tension and overlap |

Before purchasing a pipe wrapping machine, buyers should define the job conditions. Pipe diameter, tape width, coating system, work location, crew size, available power, and expected production rhythm all matter. A machine that looks suitable in a product photo may be inconvenient if it cannot handle the required roll width or if it is difficult to adjust under field conditions.
Compatibility with tape width is one of the first checks. Pipeline coating tapes are supplied in different widths for different pipe sizes and application methods. The pipe wrapping machine should hold the roll securely and allow the tape to feed smoothly without edge damage. If the roll wobbles or the tape path is unstable, overlap control becomes harder.
Next, consider pipe diameter and access. A machine used for large-diameter pipe may need a different frame, guide, or support arrangement than a tool used for smaller field joints. On a congested site, portability may matter more than speed. In a prefabrication area, a larger pipe wrapping machine may be more efficient because the pipe can be rotated and inspected in a controlled area.
Buyers should also ask how easily operators can adjust overlap and tension. The best equipment is not always the most complex. It is the equipment that lets the crew set the wrapping pattern, repeat it, and inspect it without constant improvisation. A pipe wrapping machine should be simple enough for trained operators to use consistently, even when site conditions are not perfect. If the pipe wrapping machine is difficult to adjust, crews may bypass the settings and return to inconsistent hand habits.
Surface preparation is still the foundation of coating performance. A pipe wrapping machine can apply tape neatly, but it cannot bond tape to oil, loose rust, dust, moisture, or unstable primer. Crews should remove contaminants, prepare the steel surface according to the project specification, and confirm that any primer or intermediate layer is ready for tape application. The pipe wrapping machine should only be brought into the process after the surface is ready to receive the coating.
For anti-corrosion projects, the coating system may be expected to resist soil stress, moisture, chemical exposure, or cathodic protection conditions. Those performance expectations depend on proper surface contact. Even a uniform wrap can fail if the surface underneath is not suitable. Machine wrapping should therefore be part of a controlled workflow: clean, inspect, prime if required, wrap, roll or press where needed, and inspect again.
It is also important to check pipe geometry. Weld beads, dents, sharp edges, irregular repairs, and protrusions can affect how the tape sits. If a pipe wrapping machine pulls tape across a raised defect, the tape may bridge over a hollow area. That hollow can become a weak point. Before wrapping begins, transitions should be smoothed or detailed according to the coating specification.
Overlap is one of the most visible quality indicators. If overlap is too narrow, the coating may not provide the intended coverage. If overlap is too wide, material usage increases and the coating may build unevenly. A pipe wrapping machine helps the crew keep overlap steady, but only if the operator sets the tape angle correctly and watches the first several turns carefully.
Tension matters just as much. Too little tension can leave loose areas and wrinkles. Too much tension can stretch the tape, reduce adhesive contact, or create recovery forces that pull edges back later. The right tension depends on the tape type, backing, adhesive, pipe diameter, and job temperature. Crews should follow the tape supplier's instructions and confirm the wrap by visual inspection and field checks.
The angle of application affects both coverage and appearance. A steady angle produces a predictable spiral. A changing angle creates uneven overlap. With a pipe wrapping machine, the operator should establish the angle at the start and correct small drift early. Waiting until the wrap has moved far down the pipe can make the defect harder to correct without removing material.
For critical work, crews may create a short trial section before full production. This allows the operator to confirm roll fit, tape feed, overlap, tension, and surface contact. A trial section is especially useful when the crew changes tape width, pipe diameter, weather conditions, or machine settings.
The first mistake is treating a pipe wrapping machine as a shortcut around preparation. Mechanical wrapping can make a poor surface look neat from the outside, but hidden contamination still weakens the coating. The second mistake is ignoring tape roll condition. Crushed edges, dirty adhesive, damaged liners, or poorly stored rolls can create defects even when the machine is operating correctly.
The third mistake is starting too fast. Operators should begin slowly, confirm the first overlap, and then increase rhythm only after the tape is tracking properly. If the first wraps are misaligned, the error often continues along the pipe. A pipe wrapping machine rewards careful setup more than speed at the start.
The fourth mistake is allowing the tape to twist or drag. Tape should feed cleanly from the roll to the pipe. If the roll holder, guide, or operator position causes twisting, the finished coating can show wrinkles or edge stress. Adjust the machine before forcing the tape into position.
The fifth mistake is skipping inspection because the wrap looks uniform from a distance. Uniform appearance is helpful, but it is not a complete quality check. Inspect edges, laps, transitions, damaged areas, and termination points. A pipe wrapping machine can improve regularity, but the finished coating still needs human review.
Inspection should be planned before wrapping begins. The crew should know what overlap is expected, where terminations will be located, how repairs will be handled, and which defects require rework. If acceptance criteria are unclear, operators may produce a clean-looking wrap that does not satisfy the project specification.
Quality control can include visual checks, overlap measurement, adhesion checks where appropriate, holiday testing where specified, and documentation of surface preparation. Standards bodies and industry groups such as ISO publish many management and technical standards used across industrial projects, while project specifications may refer to specialized coating or pipeline requirements. The key point is to follow the specification that applies to the job instead of assuming one generic checklist fits every pipeline. The pipe wrapping machine should support that checklist by making the wrap easier to measure and repeat.
Photos are useful for records. Capture prepared surfaces, primer condition, machine setup, first wraps, overlaps, repair areas, and completed sections. These records help supervisors compare crews, investigate defects, and confirm that the pipe wrapping machine was used as intended.
| Inspection point | What to look for | Why it matters |
|---|---|---|
| Surface before wrapping | Clean, dry, prepared, and free of loose material | Adhesion depends on surface contact |
| First several wraps | Correct overlap, no twisting, stable angle | Early errors repeat along the pipe |
| Lap edges | No lifted edges, gaps, or severe wrinkles | Edges are common moisture entry points |
| Terminations | Secure ends and compatible sealing method | Loose ends can start coating failure |
| Records | Photos, product details, date, operator notes | Documentation supports accountability |
A pipe wrapping machine should be maintained like any other field tool that affects coating quality. Roll holders, guides, bearings, frames, tension components, handles, and adjustment points should be kept clean and checked before use. Dirt or damage in the machine can transfer directly into the wrapping process.
Operator training should focus on more than starting and stopping the machine. Crews need to understand why overlap matters, how tension affects the tape, how to respond when the wrap begins drifting, and when to stop for rework. A trained operator can prevent defects early, while an untrained operator may continue wrapping until the problem becomes expensive to fix.
Supervisors should also standardize the setup process. Before production, confirm tape type, roll width, pipe diameter, machine condition, surface preparation status, overlap target, and inspection method. This pre-start routine makes the pipe wrapping machine part of a repeatable quality system rather than a tool used differently by every crew. When the pipe wrapping machine is set up the same way each time, quality discussions become more objective.
When selecting a pipe wrapping machine, start with the project rather than the catalog. Define pipe diameter range, tape width, coating type, work location, production volume, operator skill level, and inspection expectations. Then choose equipment that can support those conditions without making the process harder for the crew.
Ask whether the pipe wrapping machine can hold the required roll size securely, maintain a stable tape path, adjust overlap and tension, operate in the available space, and withstand normal jobsite handling. Also confirm whether spare parts, setup guidance, and operator instructions are available. A machine that is easy to maintain and easy to teach often performs better over time than one that depends on a single highly experienced operator.
For distributors, the best support is to sell the pipe wrapping machine together with clear application guidance. Customers need to understand which tapes are compatible, how to prepare the pipe, how to set the machine, and how to inspect the finished coating. That practical support helps reduce installation problems and builds confidence in the full pipeline protection system.
A pipe wrapping machine is not just an accessory. Used correctly, it is a process-control tool for pipeline coating work. It helps convert anti-corrosion tape from a roll of material into a controlled protective layer. The result is not only faster wrapping, but also a clearer, more inspectable, and more repeatable installation process.
